Metal Isıl İşlem
Söndürme: Dişliler, yataklar ve aletler gibi metal parçaların yüzeyinin veya tüm gövdesinin ısıtılması ve ardından sertlik ve aşınma direncini artırmak için hızla soğutulması (örneğin, otomobil şanzıman dişlilerinin yüzey söndürülmesi).
Tavlama: Soğuk işlenmiş metal iş parçalarının ısıtılması ve iç gerilimi ortadan kaldırmak ve plastisiteyi artırmak için yavaşça soğutulması (örneğin, soğuk haddelenmiş çelik sacların tavlanması).
Tavlama: Sertliği ayarlamak ve kırılganlığı azaltmak için söndürmeden sonra tekrar ısıtma (örneğin, takım çeliğinin söndürmeden sonra tavlanması).
Normalleştirme: Tanecikleri inceltmek ve iş parçası yapısını homojen hale getirmek için ısıtma ve ardından hava soğutma işlemi (örneğin dökümlerin normalleştirilmesi).
Metal Birleştirme ve Şekillendirme
Kaynak: Metal iş parçalarının temas yüzeylerinin lokal olarak ısıtılarak eritilmesi ve birleştirilmesi (örneğin bakır-alüminyum boruların lehimlenmesi, tel terminallerinin kaynaklanması).
Sıcak Montaj/Sökme: Metallerin ısıl genleşme ve büzülme özelliklerinden yararlanılarak, yataklar ve dişliler gibi parçaların ısıtılarak genişletilmesi ve şaftlara kolayca takılması; paslanmış cıvata ve somunların ısıtılarak gevşetilerek kolayca çıkarılması.
Dövme ve Sıcak Sıkıştırma: Metal kütüklerin plastik bir hale ısıtılması ve dövme yoluyla şekillendirilmesi (örneğin, cıvata ve perçinlerin sıcak sıkıştırılması).
Yerel Isıtma İşlemi
Kaplama/Pas Temizleme: Boyayı, kaplamaları yumuşatmak veya kolay temizlik için pas katmanlarını gevşetmek amacıyla metal yüzeyi ısıtmak (örneğin, eski ekipmanların yenilenmesi sırasında yüzey işlemi).
Çözme ve Ön Isıtma: Donmuş metal parçaların çözülmesi için ısıtılması veya çatlakları önlemek amacıyla kaynak öncesi iş parçalarının ön ısıtılması (örneğin, düşük sıcaklıklı ortamlarda kaynak yaparken boruların ön ısıtılması).
Yerel Düzeltme: Metal bileşenlerin deforme olmuş kısımlarının ısıtılarak dışarıdan kuvvet uygulanarak düzeltilmesi (örneğin mekanik parçaların yerel eğilme düzeltmesi).
Özel Malzemelerin Isıtılması
Deneyler veya özel prosesler (örneğin grafit kalıplarının ön ısıtılması) için iletken malzemelerin (grafit ve bazı yarı iletken malzemeler gibi) ısıtılması.
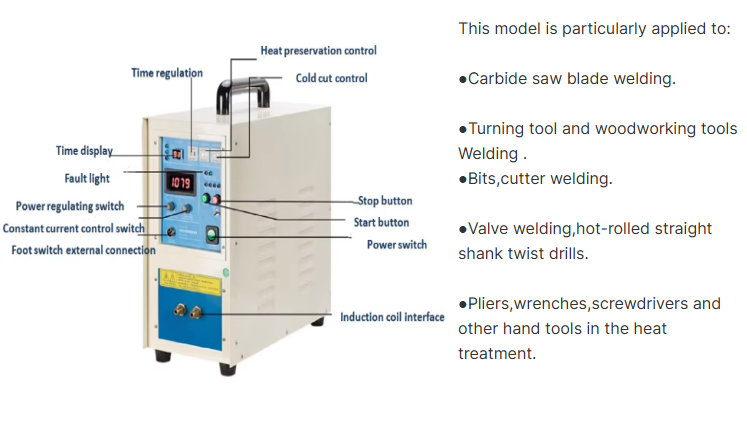
Ekipmanın Temel Bileşimi
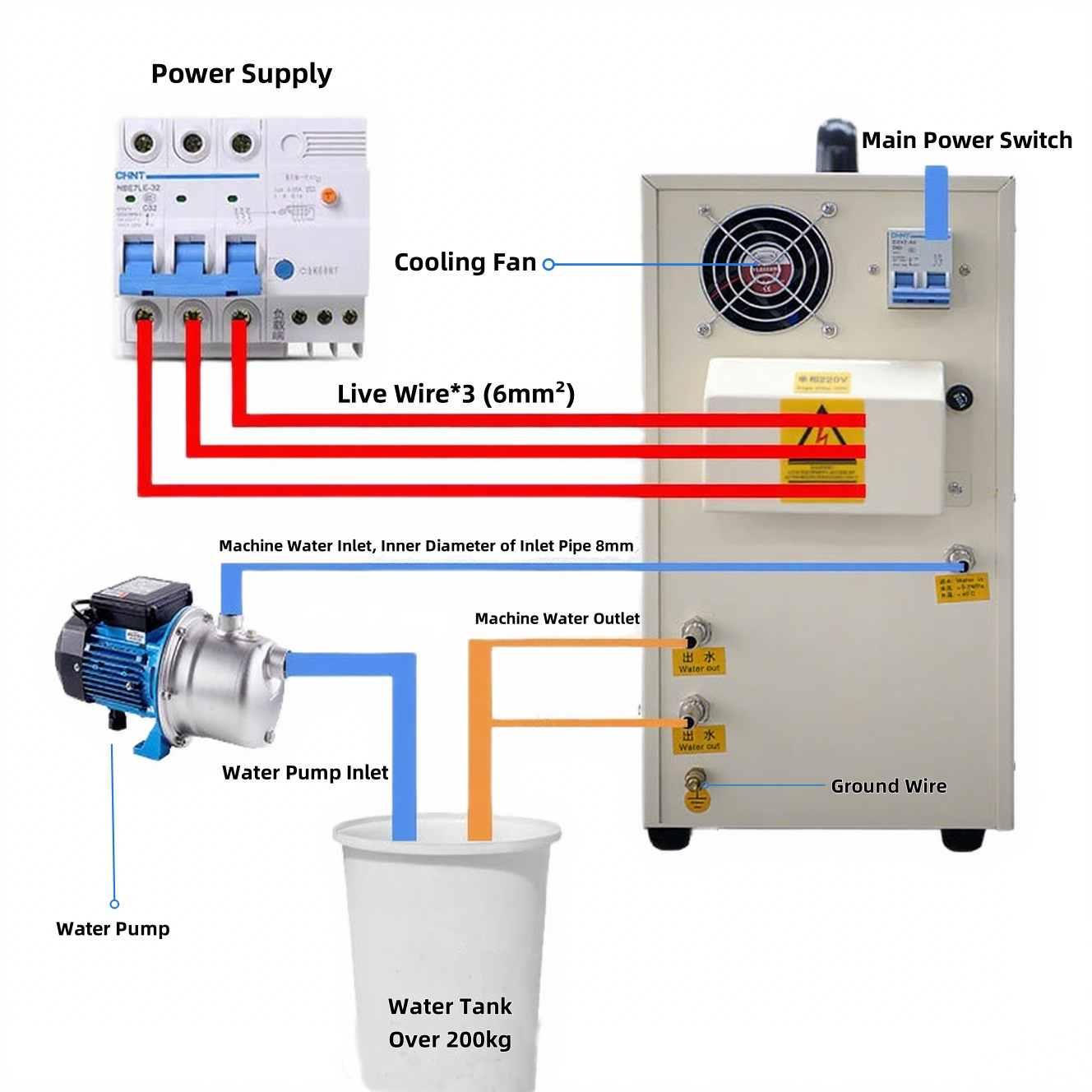
Elde taşınabilen ısıtma bobinli ısıtma ekipmanları genellikle ısıtma işlevini gerçekleştirmek için birlikte çalışan üç temel bileşenden oluşur:
Ana Bilgisayar (Güç Modülü)
Ekipmanın güç kaynağı olarak, şebeke elektriğini (alternatif akım) yüksek frekanslı alternatif akıma dönüştürmekten sorumludur. Ana bilgisayar genellikle doğrultucular, invertörler ve rezonans kapasitörleri gibi bileşenler içerir ve çıkış gücünü (genellikle birkaç yüz watt ile birkaç kilowatt arasında değişir) ve frekansı (genellikle 10 kHz - 400 kHz) ısıtma gereksinimlerine göre ayarlayabilir.
El Tipi Isıtma Bobini
Isıtılacak nesneye doğrudan etki eden parçadır. Çeşitli şekilleri vardır (dairesel, at nalı şeklinde, düz vb.) ve iş parçasının şekline göre esnek bir şekilde değiştirilebilir. Bobin, yüksek sıcaklığa dayanıklı yalıtımlı tellerden (seramik veya silika jel kaplı bakır teller gibi) yapılmıştır. Bobinden yüksek frekanslı alternatif akım geçtiğinde, etrafında yüksek frekanslı alternatif bir manyetik alan oluşur.
Bağlantı Kablosu
Ana bilgisayarı ve elde taşınan bobini bağlamak için kullanılır. Yüksek frekanslı akımı iletmek için kablolar ve (bazı ekipmanlarda) bobin anahtarını kontrol etmek için sinyal kabloları içerir. Elde taşınan çalışmayı kolaylaştırmak için kablonun yüksek frekans direnci, yüksek sıcaklık direnci ve iyi esneklik özelliklerine sahip olması gerekir.